
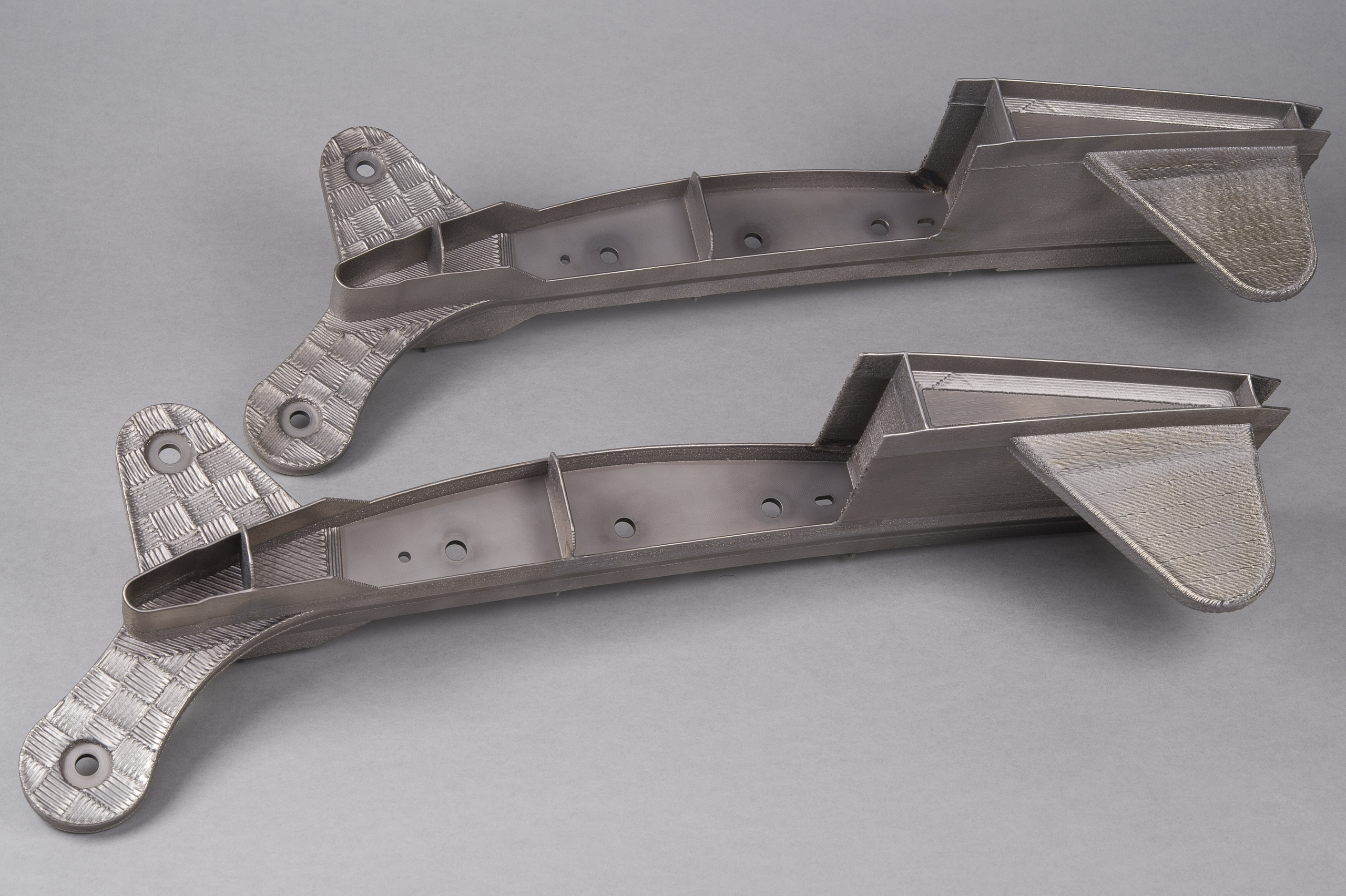
Morphing structures that let components change from one shape to another and additive manufacturing for producing lightweight and complex structures are regularly highlighted as innovative technologies for the aviation sector; both of them will help achieve aviation’s goal of being climate-neutral by 2050. In the Clean Sky 2 project MANTA, these various innovations are being brought together to make the aircraft of tomorrow a reality. The aviation industry has committed in the coming years to reducing its CO2 emissions and developing cleaner aircraft. A lot of attention is focused on propulsion solutions, but significant gains can be made by incorporating innovative airframe concepts that can among other things reduce the drag generated by wings and control surfaces. In the EU Clean Sky 2 project MANTA (MovAbles for Next generaTion Aircraft), research is being conducted into two innovative concepts for this purpose: Marc de Smit, senior R&D engineer at the NLR Metal Additive Manufacturing Technology Centre (MAMTeC): “Both concepts have fewer parts protruding from the aircraft wing; this reduces the air resistance (drag) and can lead to a 2-8% reduction in fuel consumption and consequently a reduction of the aircraft’s CO2 emissions. In this project, NLR is developing a complete workflow for the production of titanium flaperon ribs by additive manufacturing (AM)”. The selected material, titanium (Ti6Al4V), is widely used in aircraft components, thanks to its high specific strength. Moreover, because it does not suffer from galvanic corrosion when joined to carbon fibre parts, titanium components can be combined with thermoplastic composite, which is becoming a common material for fuselage and wing skins. However, manufacturing complex titanium components can be challenging. With conventional manufacturing processes (e.g. milling or forging), it can be very costly or even impossible to produce complex-shaped components, such as ribs for flaperons, the combination of a flap and aileron functionality. AM is a cost-effective alternative that allows the ribs to be manufactured with a much better buy-to-fly ratio when compared to traditional manufacturing. In the aerospace sector, the buy-to-fly (BTF) ratio is of great importance as a reference for manufacturing efficiency. BTF ratio refers to the ratio of the initial weight of the raw material to the final part. BTF ratios for subtractive manufacturing in conventional applications are between 40:1 and 10:1. In contrast, ratios of between 1:1 and 3:1 are commonly achievable for AM processes. A low BTF ratio is important for reducing waste and costs, even more so with costly materials such as titanium alloys. The Challenges of Direct Energy Deposition The introduction of residual stresses in an AM component is a consequence of the high temperature gradients present during manufacture. It is inherent in any AM process, causing distortions and thus making the production of any component by AM (including DED) challenging. In particular, distortions can occur when various features are present in the design, such as transitions between bulky and thin parts, asymmetric geometries and overhanging features. It is essential to produce all the details with minimum distortion to achieve the required accuracy. To achieve this, design guidelines and standards are essential. DED is in the early phase of introduction; although an ASTM design guideline has been published for DED, there are still challenges related to AM and DED design. Maria Luz Montero, R&D engineer at NLR-MAMTeC, was closely involved in the MANTA project and explains: “The first step was to perform a topology optimisation analysis of the flaperon rib. The next step was to develop a production approach based on the optimised rib design. It was decided to start from a substrate plate on which features were built with DED. Several experiments were carried out to determine and optimise the process parameters for all the critical steps, such as application of overthickness, wall-intersection overlaps, etc. This work developed the parameters and design guidelines required for producing all rib details by DED with titanium Ti6Al4V”. Strategies for minimising deflections have also been developed. The most successful build strategy for this goal was what is known as an “Island strategy” in combination with a symmetric build-up strategy. In this strategy, the total area to build is divided into smaller sections (called “islands”) that are deposited in a random way and with 90° path rotation between islands. Additive manufacturing of full-scale flaperon ribs The final result consists of three full-scale flaperon ribs, each requiring a total of 3 days of work. For producing a rib, approximately 8 kg of titanium Ti6Al4V powder was used, and the weight of the DED rib was about 4.5 kg (including the substrate and the additional monolithic parts). This translates to a BTF ratio of less than 3:1 compared to the 40:1 ratio if the rib was produced starting from a solid block. This work demonstrates the feasibility of producing complex and multi-functional aircraft components in titanium by laser powder DED. These ribs will be then assembled into a full wing flap for the mechanical testing needed to implement those concepts and manufacturing methods fully in aviation, safely and competitively.
“All this considered, NLR decided to use a process called Laser Powder Directed Energy Deposition (DED), an emerging AM process that is attracting a lot of interest for producing large parts at higher build rates,” De Smit explains. DED also allows 3D components to be built by depositing layers onto a substrate or a pre-existing part. The design freedom that DED offers makes it an interesting process for producing near-net shape aircraft components, such as the flaperon ribs.
For the flaperon rib, a symmetric build-up was applied in combination with the island strategy. The symmetric build-up strategy consists of alternating the deposition pattern on both sides of the substrate, i.e. depositing one layer on side A, two layers on side B, three layers on side A etc.
Montero: “Once all the parameters and strategies were developed, they were combined and applied for the production of the full-scale flaperon rib. The production of the rib was divided into five operations, as shown in the video. The rib was not produced in a single continuous run: multiple stress-relieving treatments were needed to reduce deformation and avoid cracking”.
Additional information
The actual manufacturing of the rib is shown in this video: https://youtu.be/YLLAtl4YQY0.
Would you like to know more about Additive Manufacturing? Please check out our website and click here.


This project has received funding from the Clean Sky 2 Joint Undertaking (JU) under grant agreement No 724558. The JU receives support from the European Union’s Horizon 2020 research and innovation programme and the Clean Sky 2 JU members other than the Union.
This report reflects only the author’s view and the JU is not responsible for any use that may be made of the information it contains. Partners of the MANTA project are: ASCO Industries, DLR, GKN-Fokker, Royal NLR, and TU Delft.

 Onera
Onera{kind=link}